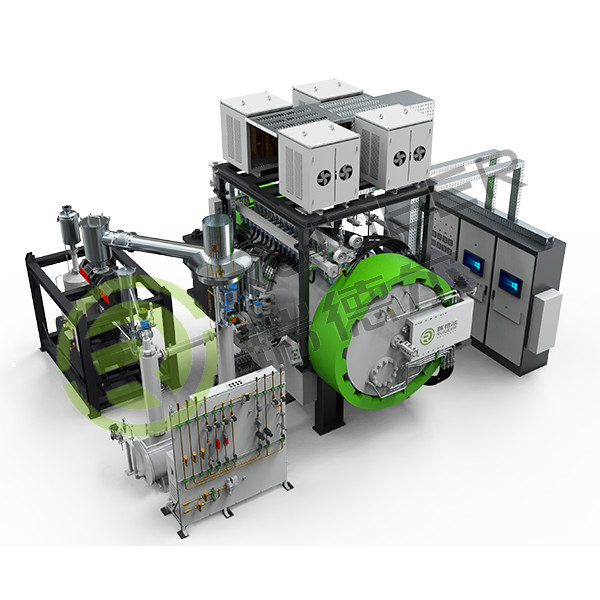
Fuego de sinterización de carburo de tungsteno a presión a vacío
Dos métodos básicos para la sinterización de carburos cementados: uno es la sinterización de hidrógeno; el otro controla la composición de los componentes a través de la cinética de la reacción de fase en hidrógeno y presión atmosférica;El otro es la sinterización al vacío., que aplica el ambiente de vacío o la reducción de la presión del gas ambiente controla la composición del carburo cementado al ralentizar la cinética de la reacción.La sinterización al vacío tiene una gama más amplia de aplicaciones industrialesA veces, también se utilizan prensado isostático en caliente y prensado isostático en caliente para el material.
El proceso de producción del carburo cementado incluye típicamente tres etapas principales: preparación de la mezcla, prensado del carburo cementado en blanco y sinterización.
1La preparación de las materias primas de carburo de tungsteno (WC) y un aglutinante metálico para formar una mezcla homogénea de polvo es crucial ya que influye en las propiedades finales del carburo cementado.
2.Compactar el polvo con alta presión para obtener una forma personalizada. Este paso es vital para lograr las dimensiones y densidad deseadas del producto final.
3- Sinterización en una atmósfera controlada para mejorar las propiedades mecánicas del carburo cementado, haciéndolo adecuado para diversas aplicaciones, como herramientas de corte y componentes resistentes al desgaste.
| Tipo de horno |
Tipo horizontal ((Presión máxima de trabajo:58bar/98bar) |
| Se aplicará el procedimiento siguiente: |
Se aplicará el procedimiento siguiente: |
Se aplicará el procedimiento siguiente: |
Se aplicará el procedimiento siguiente: |
| Espacio utilizable (W*H*L) |
Las medidas siguientes se aplicarán: |
Las medidas de ensayo se aplicarán en el caso de los vehículos de la categoría M1 y M2. |
500*500*1200 mm |
500*500*1800 mm |
| Carga máxima de carga |
300 kg de peso |
500 kg de peso |
Por ejemplo: |
1500 kg de peso |
| Clasificación de potencia |
Las demás: |
Las demás: |
Las demás: |
600 KVA |
| Zona de calefacción |
Zonas 2/3 |
3 Zonas |
3 Zonas |
3 / 4 Zonas |
| Tiempo de enfriamiento |
≤ 5 horas |
≤ 6 horas |
≤ 7 horas |
≤ 8 horas |
|
Horno vacío, enfriamiento desde la temperatura de sinterización de 2100°C a 100°C.
(temperatura del agua≤26°C, presión del agua 2-3bar, 55bar(95bar)≤Presión de Ar≤58bar(98bar).
|
| Vida de servicio |
20 años/6000 ciclos de horno |
| Max. Temporalidad de trabajo |
1800 °C |
| Medición de la temperatura |
Diseño especial Termócúpulo de alta temperatura W-Re5/26 |
| Grado máximo de vacío |
1 Pa (en horno frío, vacío y seco) |
| Tasa de fuga |
3Pa/h (valor medio en horno frío, vacío y seco) |
| Colección de cera |
≥98% ((Deaxación negativa del gas de argón, valor medio de 3 veces) |
| Agente de formación |
Parafina, PEG, caucho,12H.22¿ Qué?5) y demás. |
| Gas de entrada |
No2, Ar, H2 |
| Funciones |
Detección automática de fugas de presión positiva y presión negativa
Ar Desvaciado a presión negativa/H2Desvaciado a presión micropositiva
Sinterización al vacío
Sinterización a presión parcial (estática, dinámica)
Sinterización por presión
Refrigeración rápida
Control totalmente automático y bloqueo de seguridad, calefacción continua en el punto de ruptura, control remoto inalámbrico y autodiagnóstico
|
• Normas de diseño
El equipo está diseñado de acuerdo con los requisitos de los recipientes a presión de la Oficina de Supervisión Técnica y de Calidad, y está calificado después de los ensayos a presión y enviado.El diseño y la construcción eléctrica cumplen con las normas nacionales.
• Prueba previa a la instalación y aceptación previa
El equipo está completamente ensamblado en nuestra fábrica, incluyendo todas las tuberías, tuberías de vacío, tuberías de gas de proceso, tuberías de agua de enfriamiento, tuberías de aire comprimido, etc.Los ensayos previos pueden realizarse después de la instalaciónEn el emplazamiento del cliente, las tuberías que no son el equipo son proporcionadas por el cliente.el cable principal que conecta el gabinete eléctrico es proporcionado por el clienteDespués de la instalación, realizamos pruebas de vacío y de presión positiva en todo el equipo, así como pruebas de función mecánica y eléctrica.
• Desmontaje y transporte
El equipo será desmontado en varias partes grandes, empaquetado de manera estandarizada y cargado en el vehículo de transporte.
• Instalación y puesta en marcha del sitio del cliente
El ingeniero postventa de Redel dirigirá al equipo para completar la puesta en marcha, la quema de pruebas de productos y otros trabajos dentro de 20 días hábiles.El cliente debe hacer los preparativos adecuados y proporcionar las herramientas necesarias, tales como equipos de elevación y elevación. y proporcionar apoyo al personal de instalación (se recomienda contar con 1 personal mecánico y 1 personal eléctrico).
• Aceptación final
Después de la instalación y puesta en marcha, el equipo podrá ser finalmente aceptado de conformidad con los requisitos del contrato técnico.
• Formación
Nuestros ingenieros postventa proporcionarán una formación sistemática y completa en el sitio, incluyendo operación, mantenimiento, solución de problemas, etc.
• Entrega de datos técnicos
Para garantizar una operación y un mantenimiento seguros de los equipos, se facilitarán a los clientes los siguientes datos técnicos:
1- Diseño de la instalación del equipo
2. Manual del usuario
3. Lista de piezas de repuesto
4Dibujos eléctricos
5. Manual del componente
Preguntas frecuentes
¿Es usted una fábrica o una empresa comercial?
P: ¿Es usted una fábrica o una empresa comercial?
R: Somos el principal fabricante de hornos de vacío de alta temperatura de China con más de 10 años de experiencia.
¿Tiene un servicio de personalización o OEM?
P: ¿Tiene servicio de personalización o OEM?
R: Sí, tenemos un poderoso equipo de I+D y equipos de alta tecnología. Por lo tanto, no sólo podemos suministrar el modelo regular, sino también el horno personalizable como reposición de nuestros clientes.
¿Cuál es tu ventaja?
P: ¿Cuál es su ventaja?
A: ¿Qué quieres decir?
Respuesta rápida a su consulta
L Control de calidad elevado
L Cadena de suministro estable
L Entrega oportuna
Un excelente servicio postventa

 ¡Su mensaje debe tener entre 20 y 3.000 caracteres!
¡Su mensaje debe tener entre 20 y 3.000 caracteres!